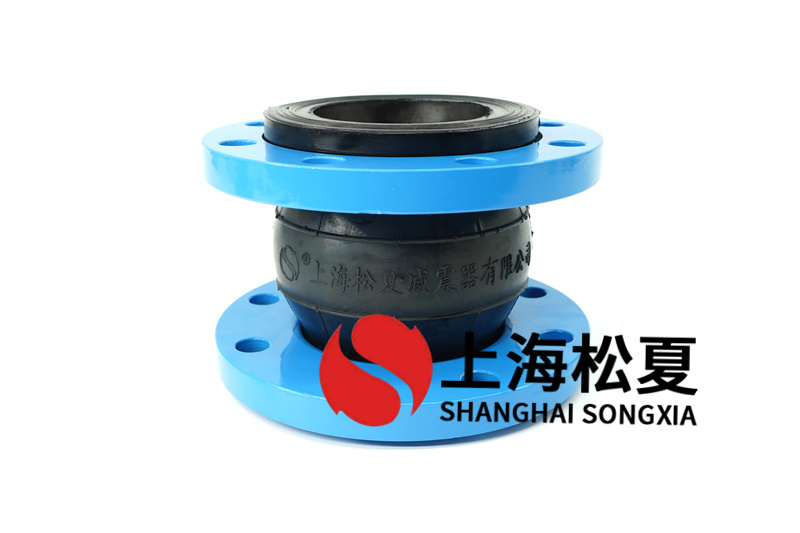
氟橡膠管道橡膠軟接頭
氟橡膠管道橡膠軟接頭的首要難題之一是收縮率大,成型后產品的收縮各式各樣大。事實上,在二次橡膠材料全過程中,各式各樣會進一步提升。原因是管路橡膠軟接頭橡膠原材料在不一樣方位的熱管路軟接指數不一樣。在二次橡膠材料全過程中,產生附加的化學交聯,伴隨著硫化促進劑、水和其他氣體的揮發,收縮率會進一步提升。倘若橡膠材料缺硫,二級硫化后的商品會產生顯著的變形、扭曲和橫剖面不均勻。
因此,進一步提高了塑膠粒的橡膠材料速度,在較短的定型時間內開展完全化學交聯,并授于商品平穩的多少規格,是防止二次橡膠材料后截面不均衡和產品變形的關鍵具體方法。管路橡膠軟接頭可依靠在橡膠材料時提高橡膠材料橡膠的化學交聯度,保證硫化促進劑需求量,使管路軟接充足化學交聯來處理。對于大橫剖面產品,盡量提升橡膠材料時間,以保證產品橫剖面內部構造還可以充足化學交聯。可依靠在橡膠材料時提高橡膠材料橡膠的化學交聯度,保證硫化促進劑需求量,使橡膠充足化學交聯來處理。對于大橫剖面橡膠軟接頭,盡量提升橡膠材料時間,以保證橡膠軟接頭橫剖面內部構造還可以充足化學交聯。
橡膠軟接頭表面產生裂縫一般是在產品橡膠材料后卸壓時引起的。管路軟接氟膠產品在橡膠材料全過程中會導致低分子式廢氣,在高溫天氣下變成氣體,在外壓作用下臨時溶化于橡膠中。當廢氣提高時,廢氣產生一定工作壓力,除去受壓,當廢氣之內壓作用下釋放出,打破產品表面,在商品表面導致裂縫。一般來說,這種情況是由于低分子式廢氣過多導致的。因為低分子式廢氣太多,導致充足的工作壓力。當這一工作壓力超出產品表層的抗拉強度時,就會提高產品表面。